Telefon: +8613567545633
Telefon: +8613567545633 E-mail: lanxiangmachine@foxmail.com
E-mail: lanxiangmachine@foxmail.com 
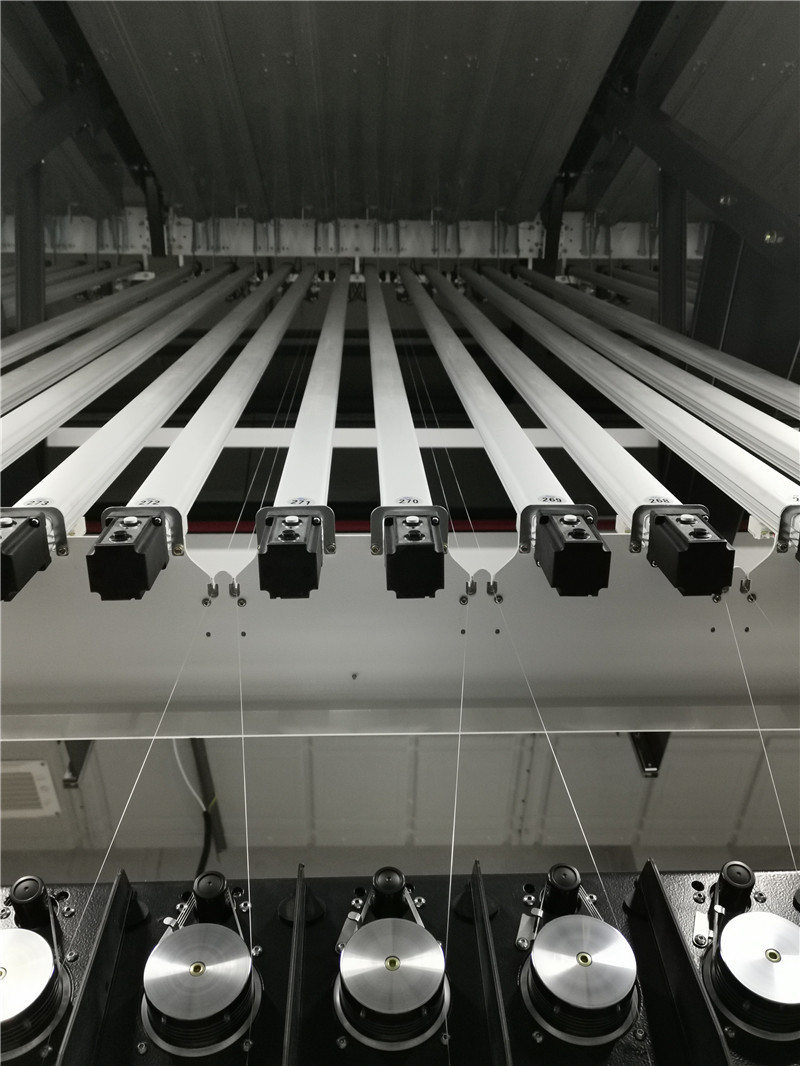
LX1000 Magna Kollox f'Wieħed għat-Texturing u l-Kisi tal-Arja b'Veloċità Għolja
1. Tliet rombli bl-isem ta' magna D1, D2, D2.2, kollha jadottaw il-mekkaniżmu tal-godet. Il-godet huwa kkontrollat minn mikro-muturi. Dan jikkontrolla l-fibra u jiżgura t-tiġbid.
2. Iż-żewġ naħat tal-magna (AB) jaħdmu relattivament indipendenti, it-tnejn jadottaw mutur li jiffranka l-enerġija minflok ċinturin, il-parametri tal-proċess jistgħu jiġu ssettjati separatament. Iż-żewġ naħat jistgħu jipproċessaw produzzjonijiet differenti.
3. Iż-żennuna li tiffranka l-enerġija b'mod speċjali tista' tiffranka l-arja u l-enerġija.
4. L-istruttura tar-romblu D2 f'żewġ stadji ttejjeb l-uniformità tan-nodi u s-saħħa tal-ispandex tan-najlon.
5. L-istruttura speċjali tal-fibra hija adottata biex ittejjeb l-effiċjenza tal-ipproċessar tal-fibra.
6. L-appoġġ universali spandex aġġustabbli huwa adottat biex jiżgura li l-spandex jiekol sew waqt ġiri b'veloċità għolja.
7. L-istruttura elettrika tiżgura t-tħaffir konvenjenti u veloċi. (Mhux obbligatorju)
8. Il-heater tad-deformazzjoni tal-magna jadotta tisħin bl-arja bifenil. Il-preċiżjoni tat-temperatura hija eżatta għal ±1 ℃ biex tiżgura li t-temperatura ta' kull magħżel tkun l-istess. Dan huwa ta' benefiċċju għat-tmugħ.
9. Struttura eċċellenti tal-magna, sistema ta' sewqan affidabbli u storbju baxx. Huwa faċli għall-aġġustament tal-proċess, u miżmum minn magħżel wieħed biex tittejjeb il-produttività.
| Tip | Tip V |
| Numru tal-magħżel | 288 żarbun, 24 żarbun/sezzjoni X 12 = 288 żarbun |
| Gauge tal-magħżel | 110mm |
| Tip ta' Tgħawwiġ Falz | dawra falza tal-frizzjoni tad-diska f'munzelli |
| Tul tal-Heater | 2000mm |
| Firxa tat-Temperatura tal-Ħiter | 160℃-250℃ |
| Metodu ta' Tisħin | tisħin tal-arja bifenil |
| Veloċità Massima | 1000m/min |
| Veloċità tal-proċess | 800m/min ~ 900m/min |
| Pakkett ta' Tieħu | Φ250xΦ250 |
| Tip ta' tkebbib | Tkebbib tal-frizzjoni tat-tip tanbur tal-kanal, ippakkjat b'bobina b'tapers doppji |
| Firxa tal-Għażil | Spandex 15D~70D; Ċinlon 20D~200D |
| Qawwa installata | 163.84KW |
| Qawwa effettiva | 80KW ~ 85KW |
| Daqs tal-Magna | 18730mmx7620mmx5630mm |